Fräskurs FUSION360: Unterschied zwischen den Versionen
BerndH (Diskussion | Beiträge) Keine Bearbeitungszusammenfassung |
BerndH (Diskussion | Beiträge) |
||
| Zeile 3: | Zeile 3: | ||
== Vorbereitung / Hilfsmittel == | == Vorbereitung / Hilfsmittel == | ||
*[ | *[https://wiki.zurich.fablab.ch/images/9/9d/Fr%C3%A4skurs_Fablab.pdf Workshop Printout ] | ||
{{:Fräskurs_Teil_1}} | {{:Fräskurs_Teil_1}} | ||
== Kurze Pause == | == Kurze Pause == | ||
Aktuelle Version vom 18. August 2024, 09:57 Uhr
Vorbereitung / Hilfsmittel
Materialien
- nicht-metallisch
- nicht-keramisch
- nichts was geschmiert oder gekühlt werden muss
- Quelle Fräsköpfe?
Teil 1: Theorie (HOW TO START)
CNC Hardware
- Vom Design zum Werkstück, der CNC Workflow
- SICHERHEIT!
- Wo ist was (Feuerlöscher, Verbandkasten)
- Alles einschalten
- Steckdosenleiste
- Computer
- CNC-Fräse Hauptschalter
- "blauer" Taster (erst blau, wenn an)
- Software CNC-Graf starten
- Referenzfahrt
- Null Punkt setzen
- X, Y anfahren
- Z einmessen
- Rohmaterial montieren
- Fräser rüsten
- Überwurfmutter (Ein-/Ausklinken Spannfutter)
- Spannfutter (beschriftet mit Fräserdurchmesser)
- min. Einspannhöhe = Höhe Überwurfmutter
- max. Einspannhöhe = Fräserschneide
- Spannschlüssel (wie stark ziehe ich fest?)
- Zahnbürste
- ORDNUNG!
- Lista-Schrank grau: Messwerkzeuge, Spannfutter, Fräser
- PUTZEN!
- Aufräumen, Rausputzen, Staubsaugen
- Abfall in schwarze Abfallsäcke oder direkt in den Container wenn sperrig
Kurze Pause
- Kaffee/Tee und Zopf
Teil 2: Praxis Fusion 360
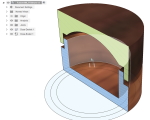
Fusion360 Modell für Fräskurs - Wechsel in Manufacturing Mode und "Manufacturing Model" erstellen
- Edit Manufacturing Model -> Grundriss zeichnen, Modell-Boden und -Deckel so ausrichten, wie sie mit der Fräse bearbeitet werden -> Capture Position -> Finish
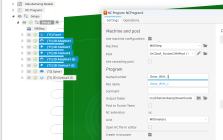
Stock Setup - New Setup
- Setup -> Machine -> MillStep (Installation Postprozessor: LINK)
- Setup -> Stock Point -> Box Point -> Lower Left Corner
- Setup -> Model -> Manufacturing Model -> Select
- Stock -> Fixed Size 120 x 100
- Z-Offset from Bottom: 0
- X-Offset from left: 10mm (Platz für Fräser)
- Y-Offset from -Y: 10mm (Platz für Fräser)
- PostProcess -> ProgramName -> Dose_yourName
- Tool Library -> Werkzeuge definieren (Cloud Library muss unter Preferences -> Manufacture aktiviert werden)
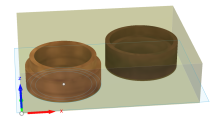
- 2D Fräsbahnen planen (Beispiel Dosenboden)

Frässimulation Dosenboden - 2D -> Adaptive clearing
- Tool 8mm flat
- Geometry -> Boden auswählen
- Optimal load 4mm
- Multiple Depth - Max Roughing 12mm
- Stock to leave: Radial 0.5mm, Axial 0mm
- Ramp -> Helix -> 8deg
- 2D -> 2D Contour (innen)
- Tool 8mm flat
- Geometry -> Bodenrand innen und Verschlussrand auswählen (auf Richtung achten)
- Multiple Depth -> 5mm (Um Materialausbruch bei filigranem Rand zu vermeiden)
- Stock to leave deactivated
- 2D -> 2D Contour (aussen)
- Tool 8mm flat
- Geometry -> Dosenaussenrand unten (auf Richtung achten!)
- Tabs (width 6mm, height 3mm, number 4)
- Multiple Depth -> 8mm max roughing
- Stock to leave deactivated
Postprozess speichern - 2D Fräsbahnen wie für Dosenboden planen (Aktionen kopieren und Geometrie anpassen)
- 3D -> Spiral
- Tool 8mm round
- Geometry:
- Machine boundry: selection -> outer circle of rounded area
- Additional offset: -3mm (otherwise rim is not machined correctly)
- Center point: select
- Stepover: 1mm
- Tool 1 Aktionen auswählen und Post Process speichern (name_1)
- Aktion für Tool 2 und letzte Tool 1 Aktion wiederholen (name_2 & name_3)




Mittagspause 60min
Bitte Mittagessen selbst organisieren
Teil 3: Praxis Fräsen mit der Millstep
- SICHERHEIT!
- Repetition Teil 1: Not-Aus, etc...
- Bedienung
- Handrad Achse wählen
- Handrad Rapit Move + und -
- Nullpunkt setzen
- X, Y: Material anfahren (Zentrum Fräser)
- Z: über Materialmitte fahren, von oben langsam anfahren, Zettel leicht zwischen Fräser und Werkstück einklemmen
- Werkzeuglänge messen (Messkopf muss sauber sein!)
- NC-File öffnen ( prüfen, ob Vorschau korrekt ist)
- Job starten
- Am Handrad Geschwindigkeit runter regeln
- langsam zum Startpunkt fahren bis klar ist, dass Theorie und Praxis übereinstimmt
- Falls irgendwas setlsam oder auffällig ist, Job stoppen
- Fräse immer im Auge behalten
- REINIGUNG!
- Z-Achse nicht vergessen
- Aufräumen (Fräser, Spannschlüssel, etc...)
- Maschine so verlassen, wie man sie antreffen möchte